
وضعیت ها و حالت های پایه و اصلی جوشکاری و چگونگی انجام آن
در این مقاله به طور کامل حالت های اصلی جوشکاری و جوشکاری لوله را بررسی می کنیم و نحوه ی انجام آن را به طور کامل توضیح میدهیم

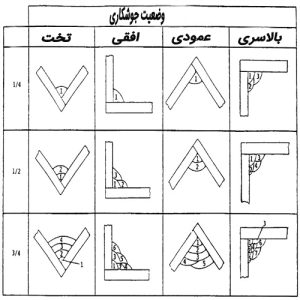
چهار وضعیت اصلی جوشکاری عبارتند از: تخت، افقی، عمودی و بالاسری.
رایج ترین نوع جوشکاری که انجام خواهید داد جوش گلویی یا گوشه ای[1] و جوش شیاری است و می توانید در هر چهار وضعیت از این روش های جوشکاری استفاده کنید.
اگرچه شما جوشکاری رویه ای یا سطحی را در هر چهار وضعیت نیز انجام دهید، اما در اکثر مواقع این نوع جوشکاری را استفاده نخواهیدکرد.
اعدادی زیر برای تعیین نوع وضعیت جوشکاری و جوش زدن استفاده می شود.
برای مثال:
1= وضعیت تخت جوشکاری
2= وضعیت افقی جوشکاری
3= وضعیت عمودی جوشکاری
4= وضعیت بالاسری جوشکاری
علاوه بر این حروفی هم برای تعیین نوع جوشکاری که در آ ن وضعیت انجام می شود، وجود دارد.
برای مثال:
F = جوش گوشه ای
G = جوش شیاری
وضعیت تخت
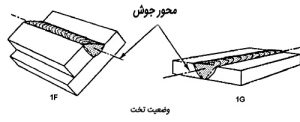
در وضعیت جوشکاری صاف شما جوش خود را در سمت بالایی اتصالتان انجام خواهید داد. اما سطح واقعی جوش شما در یک وضعیت افقی نزدیک خواهد بود.
اصطلاح رایج که برای این نوع جوش به کار می رود “وضعیت تخت” است اما به آ ن وضعیت زیر دستی هم گفته می شود.
عکس سمت چپ مثالی برای جوش گوشه ای در وضعیت تخت است و عکس سمت راست مثالی برای جوش شیاری در وضعیت تخت است.
جوشکاری بد تراز[2]:
وضعیت جوشکاری تخت راحت ترین و مناسب ترین حالت برای جوشکاری است. در وضعیت جوشکاری تخت فلز پایه صاف است و نازل یا الکترود جوشکاری در جهت افقی در حال حرکت است.
اما وضعیت های بدتری هم هستند چون آ ن ها سخت ترند و برای درست انجام دادن آ نها به مهارت بیشتری نیاز است. وضعیت های جوشکاری بدتراز عبارتند از: افقی، عمودی، و بالا سری.
وضعیت افقی:
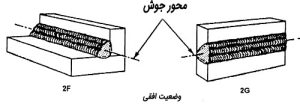
تصویر سمت چپ (بالا) یک مثال از جوش گوشه ای در حالت افقی را نشان می دهد، و تصویر سمت راست یک مثال از جوش شیاری در حالت افقی را نشان می دهد.
- در حالت جوش گوشه ای شما روی سمت بالایی سطح که افقی است(یا نزدیک به آ ن) و در برابر سطحی که عمودی است (یا نزدیک به آ ن) جوشکاری خواهیدکرد. تصویر بالا را ببینید.
- در وضعیت جوش شیاری محور جوش در یک صفحه افقی است، و سطح جوش در یک صفحه عمودی است. تصویر B در بالا را نگاه کنید.
- وضعیت جوش ثابت در حالت افقی یک حالت جوشکاری لوله است و محور لوله ها تقریبا افقی است.دقت کنید که لوله ای که در حال جوش شدن است در حین جوشکاری چرخانده نمی شود. برای اطلاعات بیشتر در مورد وضعیتهای جوشکاری لوله به ذیل نگاه کنید..
- وضعیت جوش نوردی در حالت افقی هم یک حالت جوشکاری لوله است و در وضعیت تخت انجام می شود. قابل ذکر است که لوله در حال چرخیدن است.(چرخش). شما می توانید وضعیت های جوش لوله را در زیر ببینید.
عکس مهره جوش[3] در بالا سمت راست تصویر یک جوش افقی واقعی با استفاده از الکترود 7018 است
وضعیت عمودی:
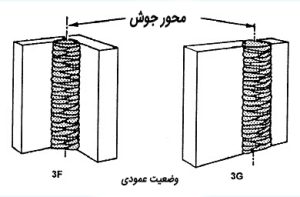
تصویر نمونه سمت چپ (بالا) یک مثال از جوش گوشه ای در وضعیت افقی است و تصویر سمت راست یک مثال از جوش شیاری در وضعیت عمودی است.
در جوشکاری در وضعیت عمودی محور جوش ها اکثر عمودی است.
در هنگام جوشکاری لوله در حالت عمودی محور لوله ها عمودی است و شما در یک حالت افقی جوشکاری خواهید کرد. ممکن است لوله بچرخد یا اینکه نچرخد. بستگی دارد.
تصویر خط جوش واقعی در سمت راست یک خط جوش عمودی یا استفاده از الکترود جوشکاری 7018 است.
بالا سری:
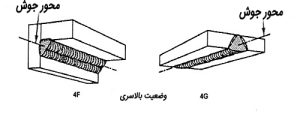
در وضعیت جوشکاری بالاسری شما پایین اتصال را جوشکاری خواهید کرد.
تصویر نمونه 4F سمت چپ یک جوش گوشه ای در حالت بالاسری است و تصویر بعدی یک نمونه از جوش شیاری[4] در وضعیت بالاسری است.
جوش های شیاری: خلاصه ای از وضعیت های جوشکاری

جوش های گوشه ای: خلاصه ای از وضعیت های جوشکاری
این دیاگرام کمی پیچیده تر است چون چند موقعیت و اندازه مختلف جوش گوشه ای را نشان می دهد. همچنین جوش های یک، دو و چند پاسه را نشان می دهد.
 اندازه گوشه
اندازه گوشه
وضعیت های جوشکاری [5]لوله:
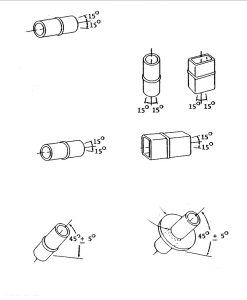
لوله افقی و چرخیده. جوش تخت (+/-15 درجه). رسوب فلز پرکننده در/یا نزدیکی قسمت بالا
لوله یا تیوب عمودی و درحین جوشکاری نچرخیده. جوش افقی(+/-15 درجه)
لوله با تیوب افقی ثابت(+/- 15 درجه). جوش تخت، عمودی، بالاسری
لوله شیبدار ثابت(45 درجه +/- 5درجه) ودر حین جوشکاری نچرخیده است.
وضعیت های لوله:
وضعیت هایی که در حین جوشکاری لوله با آنها زیاد برخورد خواهید داشت و معمولا وضعیت ثابت خواهد بود، بااین حال قرارگیری در وضعیت تخت هم غیر عادی نیست.
لوله افقی نوردشده:
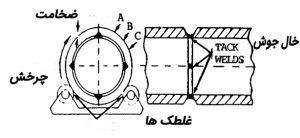
مرحله 1:اتصال را تراز کنید، خال جوش بزنید، یا می توانید آ ن را با گیره ها یا بست های پل مانند(از جنس فولاد) نگهدارید و لوله شما باید روی غلطک ها قرار بگیرد. به شکل زیر نگاه کنید. در این مرحله شما باید در نقطه Cشروع به جوشکاری کنید، و بعد از آ ن جوش زدن را تا نقطه B ادامه دهید. بعد از رسیدن به نقطه B لوله را تا جاییکه که به نقطه C (نقطه توقف جوش زدن) برسید می چرخانید، و بعد از این کار تا نقطه B جوشکاری را انجام خواهید داد. همانطور که لوله می چرخد، شما باید نازل جوشکاری را بین نقاط C,B نگهدارید. لوله شما از کنار آ نها رد خواهد شد.
مرحله 2: در نقطه A وضعیت نازل شما تقریبا مشابه با وضعیت عمودی جوشکاری است. و وقتی که به نقطهB نزدیک می شوید وضعیت جوش شما تقریبا تخت است. به منظور جبران مقدار کمی از زاویه روش جوشکاری را تغییر دهید.
لوله خال جوش[6] زده شده روی غلطک ها:
مرحله3: جوشکاری را دقیقا قبل از نقطه شروع متوقف کنید(ریشه جوش نقطه شروعتان). آ ن چیزی که شما می خواهید یک دهانه کوچک در اینجاست. سپس نقطه اتصال یا تقاطع خود را پیش گرم کنید. در مناطق اطراف اتصالتان باید دما یکنواخت باشد. درنتیجه همزمان با نقطه شروع جوشکاریتان نفوذ کامل رخ خواهد داد.
مرحله4: اگرضخامتی که دارید25 اینچ یا بیشتر از دیواره(لوله شما) است، نیازمند یک جوش چند پاسه[7] یا چند راهه هستید یعنی باید در چندپاس جوشکاری انجام دهید.
جوش زدن در وضعیت ثابت لوله افقی:
بعد از خال جوش زدن باید آ ن هارا مانند شکل E تنظیم کنید. وقتی که جوشکاری را شروع کردید نباید لوله را تکان دهید.
روش جوش بالاسری لوله افقی:
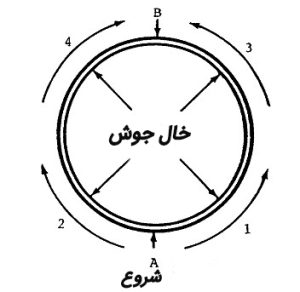
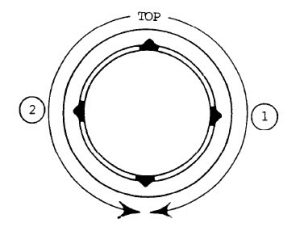
وقتی که در حالت ثابت افقی جوشکاری می کنید، اینگونه جوش می زنید:
- از پایین شروع کنید. از وضعیت ساعت 6تا وضعیت ساعت3جوش بزنید.
- دوباره از پایین شروع کنید و تا وضعیت ساعت9 جوش بزنید.
- به وضعیت ساعت 3 بروید و به سمت بالا جوش بزنید.
- به وضعیت ساعت9 برگردید و به سمت بالا جوشکاری کنید تا مهره جوش همپوشانی شود.
وقتی که از پایین جوشکاری می کنید، این کار را در دو مرحله انجام خواهید داد:
مرحله1: برای این کار به شکل بالا نگاه کنید – از بالا به سمت پایین جوشکاری کنید(#1 را ببینید). به طرف بالا برگردید و از سمت مخالف جوش بزنید(#2 را ببینید). قسمت پایین جایی است که شما برش می زنید و جوش ها را به هم متصل می کنید.
جوشکاری قوسی روش ترجیحی مورد استفاده در روش زیردستی[8](روبه پایین) است چون جوشکاری قوسی یک قوس الکتریکی همراه با دمای بالا ایجاد می کند و این موضوع شما را قادرمی سازد که با سرعتی سه برابر جوشکاری بالاسری یا رو به بالا جوش بزنید.
جوشکاری لوله افقی با روش زیر دستی:
استفاده از روش بک هند برای فولاد کم آ لیاژ یا فولاد کم کربن پیشنهاد می شود که می توانید در وضعیت افقی نورد یا جوشکاری انجام دهید.
- برای دیواره لوله با ضخامت های 3.8 اینچ یاکمتر: یک پاس
- برای دیواره لوله با ضخامت های 8 تا 5.8 اینچ یاکمتر: دو پاس
- برای دیواره لوله با ضخامت های 5.8 تا 7.8 اینچ یاکمتر: سه پاس
- برای دیواره لوله با ضخامت های 7.8 تا 1-1.8 اینچ یاکمتر: چهار پاس
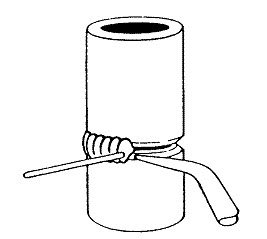
جوش زدن در وضعیت جوشکاری ثابت لوله عمودی:
وقتی که جوشکاری لوله در حالت ثابت عمودی انجام می شود و اتصالی که به جوشکاری نیاز دارد در حالت افقی است، به احتمال خیلی زیاد از روش بک هند استفاده میشود.
شما عملیات جوشکاری را با خال جوش زدن شروع می کنید و بعد دور می زنید.
جوشکاری کردن در حالت ثابت لوله عمودی با روش بک هند(پشت دستی):
جوشکاری قوسی چند پاسه(چند راهه):
پاس های ریشه جوش:وقتی که از گیره ردیف و منظم کردن استفاده می شود، شما پاس ریشه جوش[9] را از پایین شیار شروع می کنید.
- اگر از پشت بند استفاده نمی کنید، باید با دقت بیشتری داخل لوله یک خط جوش بزنید.
- اگر از پشت بند استفاده می کنید باید پاس ریشه را ایجاد کنید درحالیکه ذوب آ ن در پشت بند اتفاق می افتد.
بعد از قرار دادن یک ردیف میله گیره ای که باید به اندازه طول خط جوش باشد، گیره را بردارید.
بارها(در جوشکاری) (مهره جوش پرکننده) : شما باید با دقت زیادی از بارها (مهره جوش پرکننده) مراقبت کنید و مطمئن شوید که آ نها درست با پاس ریشه ذوب شده اند و می خواهید که هیچ نقص جوشی خصوصا بریدگی لبه جوش در رسوب پاس ریشه را از بین ببرید. معمولا یک یا چند بار(مهره جوش پرکننده) در طول لوله ضروری است.
مهره های جوش پایانی: شما می توانید با قراردادن مهره های پایانی(تصویر H را ببینید) روی مهره های پرکننده جوش خود، اتصالتان را کامل کنید. به مهره جوشی مه معمولا به این صورت ایجاد می شود، مهره جوش بافته ای می گویند که معمولا عرض آ ن 5.8 اینچ است و وقتی که کار شما تمام شود حدودا روی سطح لوله 1.16 اینچ است.
رسوب پاس ریشه جوش، مهره پرکننده جوش، ومهره پایانی و تمام کننده جوش[10]:
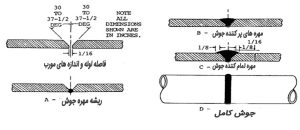
جوش کامل شده
تمام اندازه های نوشته شده براساس اینچ هستند
اگر میخواهید 10 راه حل مشکلات جوشکاری را بدانید این مقاله را بخوانید و 5 عامل موثر در کیفیت اتصالات جوشی میتواند برای شما مفید باشد
قیمت لوله و قیمت پروفیل، قیمت تیرآهن و کلیه ی آهن آلات ساختمانی را از سایت و اپلیکیشن مشهد فولاد توس ببینید
[1] Fillet weld:جوش گوشه ای
[2] Out Of Position Welding :جوشکاری بد تراز
[3] weld bead :مهره جوش
[4] Groove weld:جوش شیاری
[5] Welding Positions:وضعیت ها یا حالت های جوشکاری
[6] Tack weld :خال جوش
[7] multipass weld :جوش چند پاسه یا چند راهه
[8] Downhand method :روش زیردستی
[9] :Root beadپاس ریشه جوش
[10] Finish weld bead:مهره کامل کننده جوش


