
یکی از رایج ترین قابلیت های ورق فولادی عملیات خم کردن است که این به شیوه ترمز پرس، فلینگ، خم شدن قالب، تاشو و لبه نیز شناخته می شود. برای تغییر شکل دادن ورق های فولادی، نیرو باید از مقاومت تسلیم ماده بیشتر باشد و تنها با وجود این شرایط خم کردن ورق فولادی نتیجه ماندگار تری نیز می دهد.
ویژگی خمکاری ورق های فولادی به اندازه کربن آن بستگی دارد. ورق های فولادی که اندازه کربن آن 1.2 است ویژگی خمکاری در حالت سرد را دارا می باشند ولی اگر درصد کربن آن از میزان ذکر شده بیشتر شود خمکاری به شیوه گرم انجام می پذیرد.
خم کردن ورق که Bending نیز به آن گفته می شود روشی موثر است که برای ساخت محصولات و شکل های مختلف مورد استفاده قرار می گیرد. نیرویی که به ورق وارد می شود تنها ویژگی های خارجی ورق را تغییر می دهند و دیگر پارامتر های ورق مثل طول و ضخامت می تواند ثابت باشد.
در واقع این چکش خواری ورق فلزی است که اجازه می دهد تا تحت فرآیند های مختلف شکل دهی گوناگون قرار گیرد و به راحتی خم شود. اگرچه ورق های مختلف ممکن است از جهت ویژگی چکش خواری و شکل گیری شبیه هم نباشند.
پارامتر های مهم فرآیند خمکاری
خم می باشد. شعاع داخلی خم : میزان فاصله از محور خم تا قسمت میانیIR
شعاع خم خارجی: شعاع خم داخلی و ضخامت ورق را شامل می شود.
MT: ضخامت ورق یا مواد
B: زاویه مکمل زاویه خم
عامل K: درصدی از ضخامت ورق می باشد که مطابق جدول K-Factor حساب می شود. این میزان به عوامل مختلفی مثل جنس ورق، روش خم، زاویه خم بسته است و میزان آن بین 0.25 تا 0.50 متغیر است و از این میزان تجاوز نمی کند. با بهره گیری از فرمول خمکاری ورق می توانید میزان خم را حساب کنید:
B * (IR+K*MT)*(π/180)مقدار خم(BA)
به عنوان نمونه اگر قصد دارید یک ورق فلزی 24 درجه را در زاویه 90 درجه خم کنید، براساس فرمول اشاره شده، میزان خمی که باید وارد شود برابر است با:
0.0438558984=(0.024*0.33+0.020)* 90 *0.017453(بر حسب اینچ)
نکته مهم در رابطه با خم کردن فلزات، توجه به محدوده شکنندگی آن فلز است که به نوعی اگر خم شدن یک فلز شکننده بیشتر از محدوده آن باشد سبب خرد شدن و شکسته شدن فلز می شود.
کاربرد های خم کاری ورق
خم کاری ورق های فلزی یکی از فرآیند های حائز اهمیت در صنعت فلزات برای ساخت محصولات گوناگون به حساب می آید. به عنوان نمونه اگر صنعت اتومبیل سازی را در نظر بگیرید بخش های مختلف اتومبیل از ورق با شکل های گوناگون ایجاد شده است. مهمترین و بزرگترین بخش همینطور بدنه خودرو می باشد. همینطور از خم کاری برای ساخت قطعات بزرگ یا کوچک نیز می توان بهره برد.
روش های خم کردن فولاد
شیوه های متفاوتی برای عملیات خم کردن وجود دارد که هر یک مزایا و معایب خاص خود را دارا می باشد. به طور کلی در روش خمکاری باید دقت و ظرافت در نظر گرفته شود. عواملی مثل ضخامت ورق، شعاع خم شدن، هدف مورد نظر و … جزء مواردی هستند که روش استفاده از خم کاری را تعیین می کنند.
خم شدن مرحله ای Step bending

خمش شدن مرحله ای در اصل، خمش تکراری و در لحظه v است. در این شیوه که به آن خمش دست انداز نیز گفته می شود، کیفیت نهایی به تعداد گام و خمش ها بسته است و هر چه میزان گام ها بیشتر نتیجه خمش نیز بهتر است.
خمV

خم کردن V یکی از شایع ترین روش ها برای خم کردن ورق فلز می باشد که در اکثر پروژه ها به کاربرده می شود. در این شیوه از ابزاری به اسم پانچ یا V – die برای خم کردن ورق با زاویه های مختلف مورد استفاده قرار می گیرد. در این روش فرآیند پانچ خمشی روی ورق فلز و V-die قرار گرفته و فشار وارد می نماید.
زاویه ایجاد شده توسط ورق همینطور به نقطه فشار پانچ بستگی دارد. این مساله سبب می شود تا این شیوه ساده و کارآمد باشد چرا که می توان از آن خم کردن صفحات فولادی بدون هیچ تغییر موقعیتی از آن بهره برد. روش خم کاری V را می توان به سه دسته تقسیم کرد که به شرح زیر است:
خم کاری کفی یا Bottoming
در این شیوه ورق فلزی به یک قالب از قبل ایجاد شده فشرده می شود تا زاویه و شکل مورد نظر را به خود بگیرد. در این شیوه موقعیت و شکل قالب مشخص کننده خم خروجی می باشد، همینطور ممکن است ورق خم شده به حالت اول برگردد. خم میانی ورق فشرده می شود و برای خم بیشتر احتیاج به نیروی زیادی داشته که در نهایت با نیرویی بیشتر اثر فنر کاهش یافته تا میزان دقت خوبی در خمش ایجاد کند. در هنگام پایین آمدن دستگاه فشار، زاویه دهانه خم ورق v-die محاسبه می شود. در این شیوه تماس مستقیم پانچ به سطح ورق احتمال دارد نشانه هایی از فشار بر روی سطح ورق را دارا باشد.
خم کاری حلقه زنی یا Coining
این شیوه به علت دقت و ظرافتی که دارد به نسبت بیش از پیش به کاربرده می شود. در این فرآیند احتمال برگشت ورق کم است. در این روش ورق فولادی با استفاده از پانچ و قالب در قسمت میانی ورق قرار گرفته و خمکاری صورت می گیرد. نام گذاری این روش برگرفته از این است که در این شیوه باید نتایج دو طرفه دقیقا شبیه به هم باشد و پانچ به طور دقیق در وسط ورق قرار گیرد.
خم کاری هوایی یا Air Bendig
خم کاری هوایی یا خم کاری نسبی یکی از روش هاست که نیاز به دقت کافی ندارد ولی به علت سادگی و راحتی کاربرد و این که نیاز به ابزار خاصی دارد به کاربرده می شود. در این شیوه قطعه کار روی دو نقطه قرار گرفته و مگنه خم شدن punch را مورد فشار قرار می دهد. این عملیات از طریق ترمز پرس انجام شده و احتیاجی به قالب و ابزار جانبی نداشته و به شکل تک قالب می تواند شعاع های چند قالب را در خودش جای دهد. این روش برای قطعه هایی که زاویه خمش بسیار دقیق احتیاج دارند اصلا مناسب نیست.
خم رول یا Roll Bending
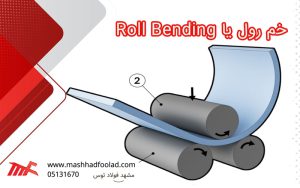
خم رول برای ایجاد یک خم به شکل رول یا منحنی در ورق فلزی استفاده می شود. در این شیوه از یک پرس هیدرولیک، پرس دستی و سه غلتک برای ایجاد خم های گرد به کاربرده می شود. از این شیوه می توان برای تولید تیوب، شکل های تو خالی و مخروط استفاده کرد. با توجه به ظرفیت دستگاه و تعداد رول ها می توان یک یا چند مقطع فولادی را رول نمود.
خم U
اصول ایجاد خم U بر روی ورق مثل خم V است با این تفاوت که به جای تشکیل شکل V شکل U ایجاد می شود. بهره گیری از خم U به نوعی معروف تر است. یک پانچ و یک قالب به شکل U وجود دارد که با وارد کردن فشار روی ورق فولادی به شکل U خم می شود.
خمکاری با سنبه و ماتریس (Wipe Bending)
خمکاری با سنبه و ماتریس یکی دیگر از شیوه هایی است که برای تشکیل خم روی ورق های فلزی بهره برده می شود. شکل گیری خم در این فرآیند به ماتریس بسته است. ورق روی ماتریس قرار گرفته و در نهایت قطعه ای دیگر از بالا به آن فشار وارد می کند تا ورق در جای خود ثابت بماند. در این موقعیت سنبه به لبه ورق که خارج از ماتریس قرار گرفته فشار وارد کرده و آن را خم می کند.
خمکاری چرخشی Rotary Bending
یکی از مزایای خمکاری چرخشی نسبت به خم V یا سنبه و ماتریس می توان به این مورد اشاره کرد که سطح ورق خراشیده نمی شود. یکی از مزیت های این روش به نسبت روش خم کاری V این است که سطح ورق اصلا خراشیده نمی شود. در این شیوه گوشه ها تیز تر از 90 درجه خم شده و این موضوع به شکل گیری زاویه های مشترک کمک زیادی می کند.
نکات مهم در رابطه با خمکاری صفحات فولادی
خم کاری صفحات فلزی با وجود سادگی می تواند به نوعی پیچیده باشد. با این وجود رعایت کردن بعضی از نکته ها سبب می شود فرآیند خم کاری آسان تر و بی عیب تر انجام گیرد. در ادامه بعضی از نکات را شرح می دهیم:
بازگشت ورق به حالت قبل
در زمان خم کردن ورق باید به این نکته توجه داشته باشید که امکان بازگشت ورق به حالت اولیه وجود دارد و به همین علت نیاز است تا ورق کمی بیشر از زوایه مورد نظر خم شود.
چکش خوار بودن ورق فلزی
در بعضی موارد خم کاری یک ورق فلزی سبب می شود تا در گوشه ها دچار ترک شود. تمام ورق های فولادی را نمی توان به هر اندازه مختلف دچار خم کاری شود. در زمان فرآیند خم کاری باید به میزان خمش ورق توجه کرد.
استفاده از پرس بک
دستگاه پرس بک سبب ایجاد شدن یک خم تمیز تر روی ورق می شود.
منبع:https://web.archive.org/web/20110714075046/http://archive.metalformingmagazine.com/2008/08/Press_Brake_Bending.pdf
https://en.wikipedia.org/wiki/Bending_(metalworking)


